
Kunststoffspritzguss erklaert: Vom Granulat zum fertigen Teil
Ein Kunststoffgranulat – unscheinbar, kaum größer als ein Reiskorn – wird innerhalb von Sekunden zu einem präzisen Bauteil geformt, das exakt in eine Baugruppe passt, eine Maschine abdichtet oder ein Gehäuse schließt. Kunststoffspritzguss macht das möglich, tausendfach am Tag, mit Toleranzen im Hundertstel-Millimeter-Bereich. Dieser Leitfaden erklärt den gesamten Prozess Schritt für Schritt – praxisnah, aus der Perspektive einer Berliner Fertigung mit über 70 Jahren Erfahrung.
Das Wichtigste in Kürze
- Kunststoffspritzguss eignet sich für Bauteile von 2 mm bis 500 mm Größe – von der Einzelanfertigung bis zur Großserie.
- Das Granulat bestimmt die Eigenschaften: Über 100 verschiedene thermoplastische Kunststoffsorten stehen zur Verfügung.
- Ein Spritzguss-Zyklus dauert oft nur wenige Sekunden bis Minuten – abhängig von Wandstärke und Material.
- Das Werkzeug ist die größte Anfangsinvestition, entscheidet aber über Qualität und Wirtschaftlichkeit aller Folgeteile.
- Spritzguss lohnt sich auch bei Kleinstmengen – vorausgesetzt, der Hersteller ist flexibel genug.
- Ein Komplettanbieter, der von der Materialberatung bis zur Lieferung alles abdeckt, spart Abstimmungsaufwand und Zeit.
Lesezeit: 8 Minuten
Inhaltsverzeichnis
- Was ist Kunststoffspritzguss und warum ist er so verbreitet?
- Schritt 1: Das Granulat – Ausgangsmaterial und Materialauswahl
- Schritt 2: Das Werkzeug – Herzstück der Spritzgussfertigung
- Schritt 3: Der Spritzguss-Prozess im Detail – Einspritzen, Kühlen, Entformen
- Nach dem Spritzguss: Nachbearbeitung und Qualitätskontrolle
- Für welche Stückzahlen lohnt sich Kunststoffspritzguss?
- Den richtigen Spritzguss-Partner finden: Worauf es ankommt
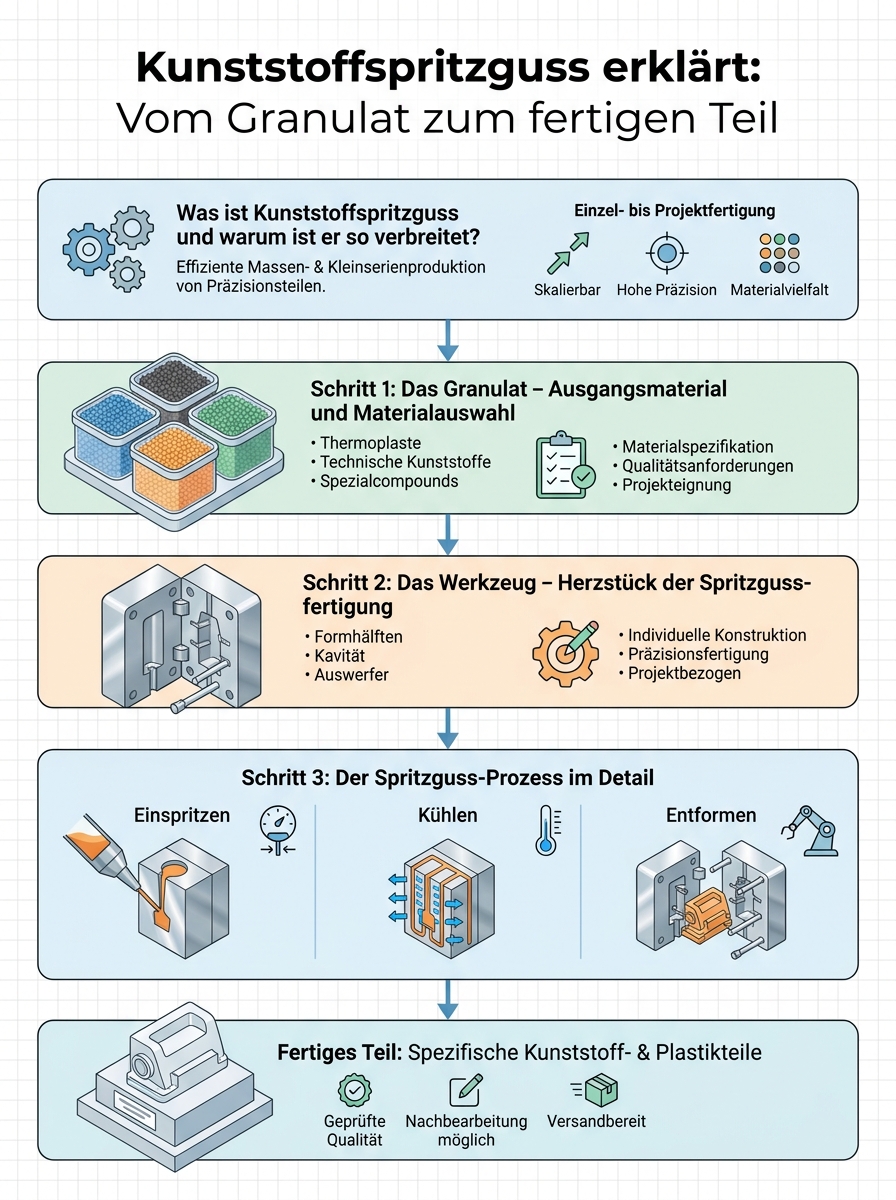
Was ist Kunststoffspritzguss und warum ist er so verbreitet?
Bevor wir in die einzelnen Prozessschritte einsteigen, lohnt ein Blick auf das Grundprinzip – und auf die Frage, warum gerade dieses Verfahren so dominant ist.
Kunststoffspritzguss funktioniert nach einem einfachen Prinzip: Granulat wird erhitzt, in eine maßgefertigte Form gespritzt, kühlt dort ab und wird als fertiges Bauteil entnommen. Das klingt simpel – die Kunst liegt im Detail. Denn Druck, Temperatur, Zykluszeit und Werkzeuggeometrie müssen exakt aufeinander abgestimmt sein, damit am Ende ein Teil herauskommt, das maßhaltig ist und zuverlässig funktioniert.
Das Verfahren gehört zu den vielseitigsten Fertigungsmethoden für Kunststoffteile aller Formen und Größen – von winzigen Steckverbindern in der Elektronik über Gehäuseteile für Medizintechnik bis zu Abdeckkappen und Buchsen im Maschinenbau. Überall dort, wo reproduzierbare Qualität bei komplexen Geometrien gefragt ist, führt kaum ein Weg am Spritzguss vorbei.
Ein verbreitetes Missverständnis: Spritzguss sei nur für Großserien wirtschaftlich. Das stimmt so nicht. Flexible Hersteller fertigen auch Kleinserien und Einzelteile – vorausgesetzt, Maschinenpark und Organisation sind darauf ausgelegt. In Berlin hat Jeske Plast genau das über Jahrzehnte aufgebaut: eine Fertigung, die sowohl bei 50 Teilen als auch bei großen Stückzahlen zuverlässig liefert.
Berlin mag nicht der erste Ort sein, an den man bei Kunststoffverarbeitung denkt. Doch die Stadt hat eine lange industrielle Tradition – und Betriebe, die seit den Nachkriegsjahren kontinuierlich Spritzgussteile fertigen. Dieser Erfahrungsschatz zeigt sich in der Beratungsqualität, in eingespielten Prozessen und in der Fähigkeit, auch ungewöhnliche Anfragen pragmatisch zu lösen.
Schritt 1: Das Granulat – Ausgangsmaterial und Materialauswahl
Alles beginnt mit dem Rohstoff. Die Wahl des richtigen Granulats bestimmt, welche Belastungen das fertige Bauteil aushält – und welche nicht.
Kunststoffgranulat besteht aus kleinen Körnern thermoplastischen Kunststoffs, die sich unter Hitze aufschmelzen und in jede gewünschte Form bringen lassen. Nach dem Abkühlen behält das Material seine Gestalt dauerhaft. Genau diese Eigenschaft – formbar unter Wärme, stabil bei Raumtemperatur – macht Thermoplaste zum idealen Spritzguss-Werkstoff.
Die Bandbreite der verfügbaren Materialien ist enorm. Branchenweit kommen über 100 verschiedene thermoplastische Kunststoffsorten zum Einsatz, darunter Hochtemperaturwerkstoffe und Flüssigsilikon (metak). Für die Praxis lassen sich drei Hauptgruppen unterscheiden:
- Standard-Thermoplaste (PE, PP, PS, ABS): Robust, preisgünstig, ideal für Verpackungen, Gehäuse, Alltagsprodukte.
- Technische Kunststoffe (PA, POM, PBT): Höhere mechanische Festigkeit, Verschleißbeständigkeit und Temperaturtoleranz – typisch für Zahnräder, Gleitlager, Funktionsteile.
- Hochleistungskunststoffe (PEEK, PPS, Flüssigsilikon): Für extreme Anforderungen an Temperatur, Chemikalienresistenz oder Biokompatibilität – etwa in Medizintechnik und Luftfahrt.
Die Materialwahl hängt vom konkreten Einsatzzweck ab. Relevant sind unter anderem mechanische Belastung, Temperaturbeständigkeit, Chemikalienresistenz, UV-Stabilität und optische Anforderungen wie Transparenz oder Oberflächenglanz. Ein erfahrener Hersteller erkennt anhand Ihrer Bauteilzeichnung und der Einsatzbedingungen, welches Material die richtige Wahl ist – und welches Sie teuer zu stehen kommt, weil es überdimensioniert ist.
Erfahrungsgemäß scheitern viele Projekte nicht an der Konstruktion, sondern an einer falschen Materialentscheidung. Wer hier von Anfang an den Rat des Fertigungspartners einholt, spart sich teure Korrekturen. In unserer Produktion verarbeiten wir nahezu alle thermoplastischen Kunststoffe außer PVC und beraten Sie bei der Auswahl.

Schritt 2: Das Werkzeug – Herzstück der Spritzgussfertigung
Ohne Werkzeug kein Spritzgussteil. Die Form bestimmt alles: Geometrie, Oberfläche, Maßhaltigkeit – und einen erheblichen Teil der Kosten.
Das Spritzgusswerkzeug ist eine präzisionsgefertigte Stahlform, die das Negativ des gewünschten Bauteils enthält. In diese Kavität wird der geschmolzene Kunststoff eingespritzt. Jedes Detail der späteren Oberfläche – jede Rippe, jeder Hinterschnitt, jede Narbung – muss im Werkzeug bereits angelegt sein.
Der Werkzeugbau ist eine eigenständige Disziplin. Am Anfang steht die 3D-Konstruktion auf Basis Ihrer Bauteilzeichnung. Daraus werden über CNC-Fräsen, Erodieren und Schleifen die Formhälften herausgearbeitet. Je komplexer die Teilegeometrie, desto aufwendiger – und teurer – wird das Werkzeug. Schieber, Kernzüge und Mehrfachkavitäten treiben den Preis zusätzlich.
Für die Praxis ergibt sich eine wichtige Unterscheidung: Prototypenwerkzeuge bestehen oft aus weicherem Stahl oder Aluminium, sind schneller und günstiger herzustellen, halten aber nur wenige tausend Schuss. Serienwerkzeuge aus gehärtetem Stahl kosten deutlich mehr, produzieren dafür hunderttausende oder Millionen Teile bei gleichbleibender Qualität.
Rapid Tooling hat sich als Brücke zwischen beiden Ansätzen etabliert: Werkzeuge werden in verkürzter Bauzeit gefertigt und ermöglichen seriennahe Qualität bei Kleinserien. So lassen sich Materialien und Geometrien im Originalwerkstoff testen, bevor die Investition in ein teures Serienwerkzeug fällt.
Eine ehrliche Empfehlung: Planen Sie das Werkzeugbudget von Anfang an realistisch ein. Das Werkzeug ist fast immer die größte Einzelinvestition im Projekt – aber es ist auch der Hebel, über den Teilequalität und Stückkosten gesteuert werden. Wer hier spart, zahlt bei der Nacharbeit drauf.
Schritt 3: Der Spritzguss-Prozess im Detail – Einspritzen, Kühlen, Entformen
Jetzt wird es konkret: Was passiert in den wenigen Sekunden, in denen aus Granulat ein fertiges Teil wird?
Der Spritzguss-Zyklus läuft in drei aufeinanderfolgenden Phasen ab, die sich ohne Unterbrechung wiederholen. Die meisten Zyklen dauern zwischen sechs Sekunden und wenigen Minuten – je nach Wandstärke, Materialtyp und Teilegeometrie (Rosti). Für Ihren Kalkulationsprozess heißt das: Selbst bei mittleren Stückzahlen geht die Produktion schneller, als viele erwarten.
- Einspritzen: Das Granulat gelangt über einen Trichter in die Spritzeinheit. Eine rotierende Schnecke schiebt es durch beheizte Zonen, wo es aufschmilzt. Die exakt dosierte Menge – der sogenannte Schuss – wird unter hohem Druck in die geschlossene Form gespritzt. Der Kunststoff verdrängt die Luft und füllt selbst kleinste Details der Kavität aus.
- Kühlen: Sobald die Schmelze die Formwand berührt, beginnt die Erstarrung. Das Teil nimmt seine endgültige Gestalt an. Eine gewisse Schwindung ist normal und wird bei der Werkzeugkonstruktion bereits berücksichtigt. Die Kühlzeit bestimmt maßgeblich die Zyklusdauer – dickwandige Teile brauchen länger als dünnwandige.
- Entformen: Das Auswurfsystem – meist Stifte oder Platten – stößt das ausgehärtete Teil aus der Form. Parallel ist der nächste Schuss schon vorbereitet. Die Maschine schließt die Form, und der Zyklus beginnt von vorn.
Die Bandbreite moderner Spritzgussmaschinen ist beachtlich. Je nach Anwendung kommen Maschinen mit Schließkräften von wenigen Tonnen bis weit über 1.000 t zum Einsatz. Die Schussgewichte reichen von wenigen Gramm bis über ein Kilogramm, die Bauteilgrößen von 2 mm bis 500 mm. Ein Betrieb, der verschiedene Maschinengrößen vorhält, kann entsprechend breiter auf Kundenanfragen reagieren.
Entscheidend für die Teilequalität ist die Prozessstabilität. Temperatur, Einspritzdruck, Nachdruckzeit und Kühlzeit müssen exakt parametriert sein. Schon geringe Abweichungen führen zu Einfallstellen, Verzug oder Gratbildung. In unserer Fertigung überwachen wir diese Parameter kontinuierlich – das ist der Unterschied zwischen einem funktionierenden Teil und Ausschuss.
Nach dem Spritzguss: Nachbearbeitung und Qualitätskontrolle
Mit dem Entformen ist das Teil noch nicht versandfertig. Je nach Anforderung folgen Nachbearbeitung, Prüfung und Montage.
Nach dem Entformen hängt am Bauteil in der Regel noch der Anguss – der erstarrte Kunststoff im Zuführkanal. Dieser wird abgetrennt, das Teil entgratet und gegebenenfalls nachbearbeitet. Typische Schritte sind Oberflächenveredelung, Bedruckung oder Laserbeschriftung.
Bei anspruchsvolleren Projekten geht die Wertschöpfung über das einzelne Spritzteil hinaus. Baugruppenmontage direkt beim Hersteller – etwa das Zusammenfügen mehrerer Kunststoffkomponenten oder das Einpressen von Metallinserts – spart Ihnen einen separaten Montageschritt und reduziert Ihre Lieferantenzahl.
Die Qualitätskontrolle umfasst je nach Spezifikation Maßprüfung, optische Kontrolle und Funktionsprüfung. Bei sicherheitsrelevanten Teilen – etwa für Automobil oder Medizintechnik – kommen zusätzlich dokumentierte Prüfprotokolle und Rückverfolgbarkeit hinzu. Eine Zertifizierung nach DIN ISO 9001 sichert ab, dass diese Prozesse nicht dem Zufall überlassen bleiben.
Erfahrungsgemäß unterschätzen viele Auftraggeber den Vorteil eines Komplettservices: Wenn Entwicklung, Spritzguss, Nachbearbeitung und Logistik aus einer Hand kommen, entfallen Schnittstellen, Abstimmungsschleifen und Transportwege zwischen verschiedenen Dienstleistern. Das spart nicht nur Zeit, sondern reduziert Fehlerquellen.
Für welche Stückzahlen lohnt sich Kunststoffspritzguss?
Die ehrliche Antwort: Es kommt darauf an, mit wem Sie arbeiten.
Die Werkzeuginvestition ist der Fixkostenblock, der sich über die Stückzahl amortisiert. Bei einem einfachen Werkzeug und günstigen Standard-Thermoplasten kann sich Spritzguss bereits ab wenigen hundert Teilen rechnen. Bei komplexen Serienwerkzeugen verschiebt sich die Schwelle nach oben. Pauschale Angaben wie „ab 10.000 Stück“ sind daher irreführend.
Was viele nicht wissen: Kleinstabnahmen sind möglich – wenn der Hersteller sein Geschäftsmodell darauf ausgerichtet hat. Bei Jeske Plast arbeiten wir nach einem Drei-Stufen-Prinzip: Was auf Lager ist, wird direkt geliefert. Was bestellt werden kann, beschaffen wir. Und was nicht verfügbar ist, produzieren wir selbst – auch in kleinen Mengen.
Dieses Prinzip ist besonders dann relevant, wenn Sie kurzfristig Ersatzteile benötigen, ein Produkt in der Markteinführung testen oder eine Kleinserie für einen spezialisierten Einsatz brauchen. Der Spritzguss-Prozess selbst unterscheidet nicht zwischen 50 und 50.000 Teilen – nur die Wirtschaftlichkeit verschiebt sich.
Spritzguss-Stückzahlen im Überblick
| Stückzahlbereich | Typischer Anwendungsfall | Werkzeugtyp |
|---|---|---|
| 1–100 | Prototypen, Funktionsmuster, Ersatzteile | Prototypenwerkzeug / vorhandenes Werkzeug |
| 100–5.000 | Kleinserie, Markttests, Nischenprodukte | Rapid-Tooling oder einfaches Serienwerkzeug |
| 5.000–100.000+ | Serienproduktion, Zulieferteile | Gehärtetes Serienwerkzeug, ggf. Mehrfachkavität |
Ein lokaler Hersteller in Berlin bietet hier handfeste Vorteile: kurze Wege für Musterabstimmung, persönliche Beratung ohne Sprachbarrieren und Reaktionszeiten, die kein Übersee-Lieferant leisten kann. Wenn am Freitagnachmittag ein dringender Bedarf entsteht, zählt Nähe mehr als der günstigste Stückpreis.
Den richtigen Spritzguss-Partner finden: Worauf es ankommt
Das Verfahren ist nur so gut wie der Betrieb, der es beherrscht. Fünf Kriterien helfen bei der Auswahl.
- Materialvielfalt: Ein Partner, der nur drei Kunststoffe verarbeitet, wird Ihr Projekt an die verfügbaren Materialien anpassen – statt umgekehrt. Achten Sie auf ein breites Werkstoffspektrum.
- Maschinenpark: Die Bandbreite der Schließkräfte und Schussgewichte bestimmt, welche Teile gefertigt werden können. Fragen Sie nach konkreten Maschinendaten.
- Flexibilität bei Stückzahlen: Kann der Hersteller auch 200 Teile wirtschaftlich fertigen – oder beginnt seine Welt erst bei 10.000? Gerade für den Mittelstand ist das ein K.-o.-Kriterium.
- Beratungskompetenz: Ein guter Partner erkennt Schwachstellen in Ihrer Konstruktion, bevor das Werkzeug gebaut wird. Fragen Sie nach Referenzprojekten und Entwicklungsunterstützung.
- Komplettservice: Von der Materialberatung über den Werkzeugbau bis zur Logistik – je mehr aus einer Hand kommt, desto weniger Schnittstellen entstehen.
Persönliche Ansprechpartner machen gerade bei erstmaligen oder komplexen Projekten den Unterschied. Wer seinen Fertigungsleiter anrufen kann, statt ein Ticket-System zu bedienen, löst Probleme schneller. Das klingt altmodisch – funktioniert aber nachweislich besser als jede Plattform.
Berliner Unternehmen profitieren von einem Hersteller vor Ort: Muster können persönlich abgeholt, Werkzeuge vor Ort begutachtet und Änderungen im direkten Gespräch geklärt werden. Jeske Plast GmbH verbindet über 70 Jahre Fertigungserfahrung mit der Flexibilität eines inhabergeführten Betriebs – auch bei Kleinstmengen und kurzfristigen Terminen.
Checkliste: Spritzguss-Projekt vorbereiten
Vor der Anfrage
- [ ] Bauteilzeichnung oder 3D-Daten zusammenstellen (STEP, IGES oder PDF)
- [ ] Einsatzbedingungen dokumentieren: Temperatur, mechanische Belastung, Medienbeständigkeit
- [ ] Gewünschte Stückzahl und Liefertermin definieren
- [ ] Budget für Werkzeugbau separat einplanen
Beim Erstgespräch mit dem Hersteller
- [ ] Materialempfehlung einholen und mit Ihren Anforderungen abgleichen
- [ ] Werkzeugkonzept besprechen: Prototypen- oder Serienwerkzeug?
- [ ] Nachbearbeitungsschritte und Prüfanforderungen klären
- [ ] Lieferfähigkeit bei Nachbestellungen und Folgeaufträgen absichern
Nach dem Musterfall
- [ ] Erstmuster auf Maßhaltigkeit, Oberfläche und Funktion prüfen
- [ ] Korrekturbedarf am Werkzeug mit dem Hersteller abstimmen
- [ ] Serienfreigabe erteilen und Lieferabruf vereinbaren
Tipp: Speichern Sie diese Checkliste als Screenshot!
Fazit: Verstaendlicher Praxis-Leitfaden, der den gesamten Spritzguss-Prozess entmystifiziert und zeigt, warum ein flexibler Berliner Hersteller mit Komplettservice der richtige Partner fuer individuelle Kunststoffteile ist.
Kunststoffspritzguss ist kein Hexenwerk – aber ein Verfahren, bei dem Materialwissen, Werkzeugqualität und Prozesserfahrung zusammenspielen müssen. Wer den Prozess versteht, trifft bessere Entscheidungen bei Material, Stückzahl und Partnerwahl. Und wer einen Partner findet, der Flexibilität mit Fertigungskompetenz verbindet, hat einen echten Wettbewerbsvorteil – unabhängig von der Losgröße.
Ihre nächsten Schritte:
- Bauteilanforderungen und Zeichnungen zusammenstellen
- Kontakt mit Jeske Plast aufnehmen: +49 30 567 70 57 oder webmail@jeskeplast.de
- Materialberatung und unverbindliches Angebot einholen
Sie haben ein Kunststoffteil im Kopf – wir bringen es in Form. Rufen Sie uns an oder schreiben Sie uns. Wir klären im Erstgespräch, was möglich ist und was es kostet.
